Sudură, tăiere, încălzire
 Sudarea MIG / MAG se referă la un grup de procedee de sudare cu arc care utilizează căldura generată de un arc electric de curent continuu pentru a topi metalul în zona de îmbinare. Un electrod continuu (sârmă) este alimentat de role de alimentare (alimentator de sârmă) în baia metalică.
Între vârful sârmei și materialul de bază se formează un arc electric. Sârma se topește progresiv la aceeași viteză cu care este alimentată și face parte din baia de sudură. Atât arcul cât și baia metalică sunt protejate împotriva contaminării atmosferice de un scut de gaz inert (nereactiv).
Procesul MIG / MAG este adecvat pentru o varietate de aplicații, cu condiția ca gazul de protecție, diametrul electrodului (sârmă) și parametrii de sudură să fie corect reglați. Printre parametrii de sudare se numără tensiunea, viteza de deplasare, lungimea arcului și viteza de alimentare a sârmei, respectiv gazul protector. Tensiunea arcului și viteza de alimentare a sârmei vor determina metoda de transfer a metalelor de umplere.
Maximizarea avantajelor sudării MIG / MAG
Livrăm o gamă de gaze testate de sudura MIG / MAG în cadrul familiilor noastre CORGON®,CRONIGON ®,VARIGON®și FORMIER®. Aceste amestecuri au fost dezvoltate pentru a vă aduce toate avantajele sudurii MIG / MAG. Acestea includ stabilitatea procesului, viteza, deformațiile cuplate cu fiabilitatea sudării automate și versatilitatea și controlul sudării manuale. Experții noștri pot de asemenea să vă informeze asupra parametrilor de proces care se potrivesc cel mai bine nevoilor dumneavoastră, și să vă ajute cu echipamentul și serviciile de gestionare a gazelor de care aveți nevoie.
Sudarea MIG / MAG se referă la un grup de procedee de sudare cu arc care utilizează căldura generată de un arc electric de curent continuu pentru a topi metalul în zona de îmbinare. Un electrod continuu (sârmă) este alimentat de role de alimentare (alimentator de sârmă) în baia metalică.
Între vârful sârmei și materialul de bază se formează un arc electric. Sârma se topește progresiv la aceeași viteză cu care este alimentată și face parte din baia de sudură. Atât arcul cât și baia metalică sunt protejate împotriva contaminării atmosferice de un scut de gaz inert (nereactiv).
Procesul MIG / MAG este adecvat pentru o varietate de aplicații, cu condiția ca gazul de protecție, diametrul electrodului (sârmă) și parametrii de sudură să fie corect reglați. Printre parametrii de sudare se numără tensiunea, viteza de deplasare, lungimea arcului și viteza de alimentare a sârmei, respectiv gazul protector. Tensiunea arcului și viteza de alimentare a sârmei vor determina metoda de transfer a metalelor de umplere.
Maximizarea avantajelor sudării MIG / MAG
Livrăm o gamă de gaze testate de sudura MIG / MAG în cadrul familiilor noastre CORGON®,CRONIGON ®,VARIGON®și FORMIER®. Aceste amestecuri au fost dezvoltate pentru a vă aduce toate avantajele sudurii MIG / MAG. Acestea includ stabilitatea procesului, viteza, deformațiile cuplate cu fiabilitatea sudării automate și versatilitatea și controlul sudării manuale. Experții noștri pot de asemenea să vă informeze asupra parametrilor de proces care se potrivesc cel mai bine nevoilor dumneavoastră, și să vă ajute cu echipamentul și serviciile de gestionare a gazelor de care aveți nevoie.
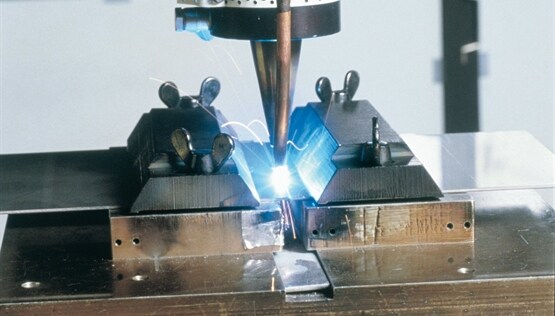
 Sudarea cu Tungsten în Gaz Inert (TIG) folosește căldura generată de un arc electric care a fost lovit între un electrod neconsumabil de tungsten și piesa de prelucrat pentru a fuziona metalul în zona de îmbinare și pentru a produce o baie de sudură topită. Zona arcului este acoperită cu un scut inert sau cu gaz reducător pentru protejarea băii de sudură și a electrodului neconsumabil.
Procesul poate fi operat în mod autogen, adică fără umplutură, sau poate fi adăugată umplutură alimentând un fir sau o tijă consumabile în baia de sudară stabilită. TIG produce suduri de înaltă calitate pe o gamă largă de materiale cu grosimi de până la 8 sau 10 mm. Este extrem de potrivit pentru învelirea / placarea materialului.
Succesul acestui proces de sudare se bazează pe diverși factori cum ar fi alegerea gazului de protecție, a sârmei de sudură, a electrodului de tungsten și a tehnicii de sudare
Sudarea cu Tungsten în Gaz Inert (TIG) folosește căldura generată de un arc electric care a fost lovit între un electrod neconsumabil de tungsten și piesa de prelucrat pentru a fuziona metalul în zona de îmbinare și pentru a produce o baie de sudură topită. Zona arcului este acoperită cu un scut inert sau cu gaz reducător pentru protejarea băii de sudură și a electrodului neconsumabil.
Procesul poate fi operat în mod autogen, adică fără umplutură, sau poate fi adăugată umplutură alimentând un fir sau o tijă consumabile în baia de sudară stabilită. TIG produce suduri de înaltă calitate pe o gamă largă de materiale cu grosimi de până la 8 sau 10 mm. Este extrem de potrivit pentru învelirea / placarea materialului.
Succesul acestui proces de sudare se bazează pe diverși factori cum ar fi alegerea gazului de protecție, a sârmei de sudură, a electrodului de tungsten și a tehnicii de sudare
 Sudarea manuală cu electrod învelit (SE/MMA) este cel mai flexibil și unul dintre cele mai utilizate procedee de sudare cu arc. Aceasta funcționează prin stabilirea unui arc electric între un electrod cu înveliș metalic și piesa de lucru.
Căldura arcului topeste metalul de bază și electrodul care se amestecă împreună pentru a forma, la răcire, o masă solidă continuă. Electrodul central metalic (vergeaua) acționează ca un consumabil, asigurând metalul de umplere pentru sudură. Sudarea cu electrod învelit poate fi utilizată pentru a îmbina mai multe oțeluri carbon și de construcție, oțeluri inoxidabile, fonte și multe materiale neferoase. Pentru multe oțeluri carbon uzuale și de înaltă rezistență, este încă una din metodele preferate de îmbinare.
Rezultatele reușite ale sudării depind de următorii factori și parametri:
• Electrodul corect
• Dimensiunea corectă a electrodului învelit
• Curent de sudare corect
• Lungimea corectă a arcului
• Unghiul corect de menținere al electrodului
• Viteza corectă de deplasare
• Pregătirea corectă a lucrărilor ce trebuie sudate.
Sudarea manuală cu electrod învelit (SE/MMA) este cel mai flexibil și unul dintre cele mai utilizate procedee de sudare cu arc. Aceasta funcționează prin stabilirea unui arc electric între un electrod cu înveliș metalic și piesa de lucru.
Căldura arcului topeste metalul de bază și electrodul care se amestecă împreună pentru a forma, la răcire, o masă solidă continuă. Electrodul central metalic (vergeaua) acționează ca un consumabil, asigurând metalul de umplere pentru sudură. Sudarea cu electrod învelit poate fi utilizată pentru a îmbina mai multe oțeluri carbon și de construcție, oțeluri inoxidabile, fonte și multe materiale neferoase. Pentru multe oțeluri carbon uzuale și de înaltă rezistență, este încă una din metodele preferate de îmbinare.
Rezultatele reușite ale sudării depind de următorii factori și parametri:
• Electrodul corect
• Dimensiunea corectă a electrodului învelit
• Curent de sudare corect
• Lungimea corectă a arcului
• Unghiul corect de menținere al electrodului
• Viteza corectă de deplasare
• Pregătirea corectă a lucrărilor ce trebuie sudate.
 Sudarea MAG cu sârmă tubulară (FCAW) folosește energia produsă de arcul electric de curent continuu pentru topirea materialluui de bază. . Sudarea cu sârmă tubulară este un procedeu foarte productiv pentru dudarea oțelurilor carbon, aliate, inoxidabile și duplex.. Procedeul poate fi utilizat și pentru placarea sau încărcarea dură a materialelor metalice.
Sudarea MAG cu sârmă tubulară (FCAW) folosește energia produsă de arcul electric de curent continuu pentru topirea materialluui de bază. . Sudarea cu sârmă tubulară este un procedeu foarte productiv pentru dudarea oțelurilor carbon, aliate, inoxidabile și duplex.. Procedeul poate fi utilizat și pentru placarea sau încărcarea dură a materialelor metalice.
 Beneficiile sudurii cu laser includ aportul redus de căldură, o zonă influențată termic îngustă (ZIT), deformații reduse, viteze mari de sudare și flexibilitatea procesului când accesul e de pe o singură parte.
Gazele de sudură joacă un rol important în sudarea cu laser. Pe lângă protejarea zonei metalice topite și a zonei influențate termic a a piesei de prelucrat împotriva mediului ambient, gazul corect poate crește viteza de sudare și / sau îmbunătăți proprietățile mecanice ale îmbinării sudate. Selectarea gazului corect de proces este crucială în sudarea cu laseri cu CO2 , dar este mai puțin importantă în sudarea cu fibre și cu laser cu diode.
Pachet All-Inclusive
Vă putem ajuta să alegeți soluțiile de gaze și de alimentare care se potrivesc cel mai bine nevoilor dvs. de sudare cu laser. Seria noastră de gaze de proces LASGON® a fost concepută special pentru operații de sudură stabile și sigure, cu rezultate optime. Programul nostru umbrelă LASERLINE® unește know-how-ul nostru privind procesele de sudare laser în profunzime, cu experiența noastră îndelungată în livrarea soluțiilor laser complet integrate. Garantat pentru a satisface nevoile dvs. de reproductibilitate si fiabilitate, oferta noastra LASERLINE se extinde de la consultanta procesului prin tehnologii de stocare si alimentare la gaze la suport tehnic complet. Rezultatul este un pachet complet de furnizare și servicii all-inclusive, adaptat nevoilor dvs. specifice pentru a vă oferi rezultate consecvente, protejând în același timp investiția în echipamente sofisticate cu laser
Beneficiile sudurii cu laser includ aportul redus de căldură, o zonă influențată termic îngustă (ZIT), deformații reduse, viteze mari de sudare și flexibilitatea procesului când accesul e de pe o singură parte.
Gazele de sudură joacă un rol important în sudarea cu laser. Pe lângă protejarea zonei metalice topite și a zonei influențate termic a a piesei de prelucrat împotriva mediului ambient, gazul corect poate crește viteza de sudare și / sau îmbunătăți proprietățile mecanice ale îmbinării sudate. Selectarea gazului corect de proces este crucială în sudarea cu laseri cu CO2 , dar este mai puțin importantă în sudarea cu fibre și cu laser cu diode.
Pachet All-Inclusive
Vă putem ajuta să alegeți soluțiile de gaze și de alimentare care se potrivesc cel mai bine nevoilor dvs. de sudare cu laser. Seria noastră de gaze de proces LASGON® a fost concepută special pentru operații de sudură stabile și sigure, cu rezultate optime. Programul nostru umbrelă LASERLINE® unește know-how-ul nostru privind procesele de sudare laser în profunzime, cu experiența noastră îndelungată în livrarea soluțiilor laser complet integrate. Garantat pentru a satisface nevoile dvs. de reproductibilitate si fiabilitate, oferta noastra LASERLINE se extinde de la consultanta procesului prin tehnologii de stocare si alimentare la gaze la suport tehnic complet. Rezultatul este un pachet complet de furnizare și servicii all-inclusive, adaptat nevoilor dvs. specifice pentru a vă oferi rezultate consecvente, protejând în același timp investiția în echipamente sofisticate cu laser Tăierea cu laser este o tehnologie de ultimă generație utilizată pentru tăierea de mare viteză a materialelor metalice și nemetalice. Aplicațiile uzuale includ tăierea pieselor și a țevilor , tăierea ultra-rapidă a foilor subțiri de tablă și tăierea materialelor cu secțiune groasă. Avantajele tăierii cu laser includ viteza de tăiere ridicată, calitate excelentă a tăieturii, nivel scăzut de uzură a sculelor și flexibilitate sporită.
Tăierea cu laser este o tehnologie de ultimă generație utilizată pentru tăierea de mare viteză a materialelor metalice și nemetalice. Aplicațiile uzuale includ tăierea pieselor și a țevilor , tăierea ultra-rapidă a foilor subțiri de tablă și tăierea materialelor cu secțiune groasă. Avantajele tăierii cu laser includ viteza de tăiere ridicată, calitate excelentă a tăieturii, nivel scăzut de uzură a sculelor și flexibilitate sporită.
 Oferim o gamă completă de gaze pentru tăierea cu oxigaz. Vă putem ajuta, în special, să vă maximizați productivitatea și să calitatea în procesul de tăiere cu oxigaz cu folosirea acetilenei . Beneficiile includ preîncălzirea rapidă, viteze ridicate de tăiere și tăieturi de înaltă calitate, cu deformații reduse. Experții noștri vă pot ajuta, de asemenea, să vă optimizați parametrii operaţionali pentru a obține rezultate optime cu ajutorul analizelor de cost, echipamentelor şi serviciilor de management gaze de care aveți nevoie.
Gaze pentru tăierea cu oxigaz furnizate de Linde: Acetilenă, propan, oxigen, hidrogen.
Oferim o gamă completă de gaze pentru tăierea cu oxigaz. Vă putem ajuta, în special, să vă maximizați productivitatea și să calitatea în procesul de tăiere cu oxigaz cu folosirea acetilenei . Beneficiile includ preîncălzirea rapidă, viteze ridicate de tăiere și tăieturi de înaltă calitate, cu deformații reduse. Experții noștri vă pot ajuta, de asemenea, să vă optimizați parametrii operaţionali pentru a obține rezultate optime cu ajutorul analizelor de cost, echipamentelor şi serviciilor de management gaze de care aveți nevoie.
Gaze pentru tăierea cu oxigaz furnizate de Linde: Acetilenă, propan, oxigen, hidrogen.
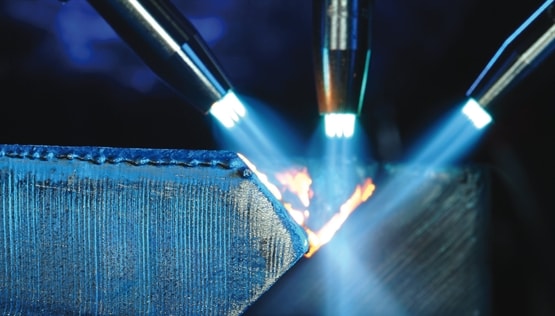
 Succesul tăierii cu plasmă constă în amestecul de gaze sau amestecul de gaze plasmă corect. În funcție de aplicația individuală, puteţi folosi oxigen aer comprimat, azot sau amestecuri de argon/hidrogen sau azot/hidrogen. Gazele secundare includ dioxidul de carbon, azotul și aer.
Oferta noastră include o gamă de gaze pure şi în amestec adaptate nevoilor de tăiere cu plasmă.
Gazele pentru tăierea cu plasmă furnizate de Linde: Argon 4.6, gaz de formare 95/5, gaz de formare 90/5, gaz de formare 85/5, metan 2.5, oxigen 3.5, azot 5.0, hidrogen 3.8, VARIGON ® H35, VARIGON ® He30.
Succesul tăierii cu plasmă constă în amestecul de gaze sau amestecul de gaze plasmă corect. În funcție de aplicația individuală, puteţi folosi oxigen aer comprimat, azot sau amestecuri de argon/hidrogen sau azot/hidrogen. Gazele secundare includ dioxidul de carbon, azotul și aer.
Oferta noastră include o gamă de gaze pure şi în amestec adaptate nevoilor de tăiere cu plasmă.
Gazele pentru tăierea cu plasmă furnizate de Linde: Argon 4.6, gaz de formare 95/5, gaz de formare 90/5, gaz de formare 85/5, metan 2.5, oxigen 3.5, azot 5.0, hidrogen 3.8, VARIGON ® H35, VARIGON ® He30.